How should the oil scraper ring fit? Oil scraper rings and increased oil consumption
For novice motorists, this is just some kind of set of words: piston compression rings. To make it clearer, let's first understand what this mechanism is.
The purpose of the compression ring in the piston assembly of a car
This uncomplicated product is an open circle, which has a small gap (in size it can reach several hundredths of a millimeter). The ring is planted in a piston engine, be it internal combustion or steam. Regardless of where it is used, it performs three main functions. Firstly, it perfectly seals the combustion chambers. Secondly, it is a heat transmitter through the cylinder walls - it filters heat from the piston and prevents overheating. Thirdly, it would seem that such a simple element, but it also perfectly reduces the consumption of engine oil, if, of course, one is used.
As you can see, the functions are important, so at this point in time it is impossible to imagine an engine without a piston ring. Let's analyze the device of our element in more detail. Regardless of the type, everyone has a lock, it is a joint between the end of our ring, which is compressed to a few hundredths of a millimeter when the piston enters the cylinder. Compression rings serve to seal the chamber in order to create the desired. Most often, their cross section has a rectangular shape, and at the very edge it has a cylindrical profile. During operation, it can slightly twist, thereby fitting the running-in.
Compression and oil scraper rings - what's the difference?
Piston rings are divided into compression and oil scraper. Oil scraper rings are not used everywhere. For example, in gasoline two-stroke engines, this part does not make sense, since the oil burns out along with the fuel. After all, the main function of the oil scraper ring is to remove excess. These small parts are available in two different types: cast iron (cast with a slot) and steel (compound using expander springs).
The compression ring must prevent the passage of excess liquid and air into the combustion chamber.
We smoothly move on to the principle of operation of compression types of rings. To create a reliable piston that will be of high quality and efficient operation, it is necessary to use narrow piston rings. It is worth noting that in the free state the ring has a larger diameter and goes at an angle from the lock to the outside. It is this design that allows, after the ring is installed, to press more tightly against the walls. This increases the efficiency of our part.
The ring is also actively pressed by the force of the working gas and liquid during engine operation. They penetrate into the piston grooves gradually with pressure, which in turn is many times greater than the force of the ring tension. They push it out of the groove and thereby, accordingly, minimize any kind of attempts by working gases to fill the crank chamber.
How can a piston compression ring fail?
For stable operation of the engine, one ring is enough. For example, on scooters or motorcycles with a weak engine, a piston with a single ring is installed. But if you do not take into account the scooter engine, then some devices have pistons with a loaded working part, where 5 rings or even more can be used on the piston.
Like any part of a car, piston rings can break or be damaged in some way during an accident or other physical impact on the car. Most often, pistons break from a large number of high loads during operation.
During the fracture test, you will be able to observe raster lines on the surface of the impact site, which can allow you to identify damage and give an assessment of the general condition of the piston. When the piston wears, thermal stress cracks can also be observed. As a rule, they are located at the bottom of the piston and, of course, it will be much more difficult to see them.
Appointment of piston rings
Piston rings are designed to ensure the tightness of the intra-cylinder space, i.e. to prevent the breakthrough of gases from this space into the crankcase. At the same time, the piston rings divert most of the heat perceived by the piston head into the cylinder walls and prevent the penetration of oil from the crankcase into the cylinders.
In modern high-speed, high-compression engines, piston rings are used in three types:
- Compression piston rings
- Oil scraper piston rings
- Compression-oil scraper piston rings (combined)
compression rings. Compression piston rings operate under very severe conditions, they are exposed to high temperatures, operate in conditions of semi-fluid friction with a large variable sliding speed, and are also exposed to significant gas pressure forces, internal elastic forces and frictional forces. Compression rings must prevent the ingress of exhaust gases from the combustion chamber into the crank chamber.
To ensure the necessary tightness, a minimum gap between the piston and the cylinder wall, the presence of a stable oil film in this gap and a high-quality surface finish of the cylinder and piston are required. Compression rings seal the piston by creating a labyrinth and pressing the rings against the surface of the cylinder. Passing through this labyrinth, consisting of end and radial gaps between the rings and the walls of the annular grooves, the gases gradually expand, as a result of which their pressure and flow rate decrease.
Oil scraper rings. The purpose of their work is to reduce the oil consumption as much as possible, with constant and sufficient lubrication of the sliding parts and at the same time minimal gas permeability. Due to the pumping action of the compression rings, as well as the vacuum in the cylinder during suction, oil enters the chamber, where it partially burns out. Oil scraper rings remove excess oil from the cylinder walls and prevent lube oil from entering the combustion chamber as far as possible.
Compression-oil scraper rings (combined). Compression and oil scraper rings combine the main function of compression and oil scraper rings, which means that they mainly prevent exhaust gases from entering the crank chamber and remove excess oil from the cylinder wall.
| picture of rings | description of piston rings |
| R- Cylindrical compression piston ring. ET- Semi-trapezoidal compression piston ring. T- Trapezoidal compression piston ring 6º/15 . |
|
| M- Tapered piston compression ring. SM- Conical piston compression ring with a reduced angle of inclination of the working surface. N- Scraper compression piston ring. NM- Scraper conical compression piston ring. |
|
| S- Slotted oil scraper piston ring. | |
| G- Oil scraper piston box ring with parallel chamfers. | |
| D- Oil scraper piston box ring with converging chamfers. | |
| SSF- Box-shaped slotted oil scraper piston ring. | |
| GSF- Parallel beveled oil scraper box piston ring with coil spring expander. | |
| DSF- Oil scraper box-shaped piston ring with converging chamfers and twisted spring expander. | |
Oil scraper rings and caps are sometimes called the most important elements of the engine. Let's figure out what these parts are, where they are and how the replacement is made - in order to provide first aid to your iron horse at any time.
Getting to know oil scraper rings
So, piston rings, which include oil scraper rings, play a huge role in the device of the vehicle. This kit consists of three elements: upper compression, compression-oil scraper and lower oil scraper ring. Many parameters depend on their performance: this is accelerating power, exhaust toxicity, starting properties of the engine, and oil. So keeping an eye on them is very important.
So, the main function of such rings is to remove heat from the piston. Otherwise, various defects will appear on it - burnouts, scuffs - which will lead to incorrect operation. The part will jam in the cylinder. Thanks to them, the tightness of the combustion chamber is ensured, and therefore, the movement of gases from the cylinder to the crankcase and vice versa is minimized. In addition, the lubrication of mating elements is regulated. After all, both oil starvation and its excess lead to negative consequences. And the flow of liquid into the combustion chamber should be very limited or completely excluded.
Before talking about malfunctions, replacement and decoking of oil scraper rings, let's pay a little attention to their design features. One-piece parts today have lost their popularity and are even discontinued. Due to their increased rigidity, they cannot adhere to the surface sufficiently and remove oil thoroughly.

There are parts consisting of two and three parts. The first kit includes the ring itself and the coil spring. Their advantages include increased flexibility, due to which a snug fit to the walls of the cylinder is ensured. The spring is so pressed against the inner side of the ring that the structure is solid. Three-piece rings consist of a spacer spring and two steel plates. Basically, they have found their application in gasoline engines. The pluses include the most snug fit around the entire perimeter.
The working day of oil scraper rings
The greatest load falls on the compression ring, so it is made mainly from special alloyed materials. Also, a wear-resistant coating is applied to its surface, because this element must withstand gas pressure and high temperature. So, as you approach the upper critical point, the amount of lubricant decreases, and an increase in pressure in the cylinder contributes to a tighter fit of the ring to the walls. The speed of movement also decreases, and a complete stop completely leads to a break in the oily film. In other words, the part operates in dry friction mode, which means it wears out very quickly.

The middle ring experiences much less stress. It is made from cast iron. For uprated engines, a wear-resistant coating is applied to the compression and oil scraper elements. The fact is that the castle has increased pressure. From the name it is clear that they perform not only compression functions, but also take part in the management of lubrication. To exclude the possibility of oil entering the combustion chamber, the outer surface has a conical shape with an inclination angle of not more than 0°80’. The main task of such elements is to remove oil from the walls during the downward stroke and prevent it from entering the combustion chamber during the upward stroke.

The last elements are only responsible for removing oil and draining it into the crankcase. To cope with the task as efficiently as possible, the design provides for two belts, each of which removes oil residues. As a result, liquid collects both between these belts and on the lower edge of the part. To eliminate it, the lower caps have oblong slots or holes through which the substance is removed to the reverse side. Further, it already falls into a special pan or on the outside of the piston.
Seizure or wear - when is it time to check the condition of the rings?
As you can see, the operating conditions of piston caps and rings are not easy and therefore natural wear cannot be avoided. Typically, the kit is enough for 150 thousand kilometers, although some car owners claim that their engines go up to 500 thousand km. But we can talk about such indicators only with the correct operation of the car, otherwise you will have to think about repairing the engine much earlier. The use of low-quality or unsuitable oil and its untimely replacement will negatively affect the condition of the rings, which will bring them closer. In addition, it is necessary to monitor the condition of the air filter, especially if you have to constantly drive through very dusty areas. The correctness of the fuel filter is also important.

It is advisable not to overheat or overload the engine itself. The formation of soot in the piston grooves leads to the occurrence of oil scraper rings. In this case, the piston does not fit snugly enough to the cylinder and the car cannot develop the necessary power. You can delay the occurrence of the oil scraper ring as much as possible. Avoid short trips in winter, as the engine does not have time to warm up to the desired temperature. It is very dangerous to give excessive loads during this period. If there is not enough lubrication in the system, overheating will occur. It will lead to jamming and the formation of various defects on the surfaces of the piston and cylinder. As a result, the caps may be completely damaged, or the partitions between the grooves may be destroyed. Dangerous for the car and constant downtime in city traffic jams.
You can determine the need for repair or replacement by the following signs of wear on the oil scraper rings. Oil consumption will increase significantly, blue smoke may appear - during the start of movement after a short stop, for example, at traffic lights. Besides, alarming signs of wear - leakage and evaporation of oil through seals, seals (caps) and in other places. Pay attention to the color of this liquid, if you just changed it, and it turned black, then replacing the seals is inevitable. Still follows, they must be clean, otherwise you will have to contact the service station or carry out repair work yourself.

So, if you find any signs of wear on your car, then you need to check the oil scraper rings. Diagnosis of caps is quite simple. It is necessary to disconnect the hose of the forced ventilation system. If the crankcase pressure is increased, then the point is the wear of the caps.
Decarbonization and its meaning
But is a complete replacement of parts always necessary, or is it possible to somehow extend their life? In the case of soot and the occurrence of rings, decarbonization often helps. Experienced minders share the following recipe for restoring such elements without dismantling. A mixture of acetone and kerosene is prepared in equal proportions. Then you should unscrew the spark plugs and pour the decarbonizer into the cylinder through the holes formed. We leave for 9 hours. After the time has passed, we install the candles in their regular places, start the engine and ride at maximum speed (10-15 km is enough). After a very desirable oil and filter change.
You can also purchase special oil scraper ring decarbonizers, especially since today there is no shortage of such chemistry. In principle, their use is similar to each other and to the previous method, but there are some differences, so be sure to read the instructions. Consider one of the schemes of decoking with a special liquid. We raise the front part of the front-wheel drive cars with a jack, for rear-wheel drive cars, respectively, the rear. We unscrew the candles and set the pistons to the middle position. To do this, you need to turn on the last gear and, scrolling the engine by the wheel, determine the position of the pistons. Then pour the decarbonizer into the spark plug holes. Deoxidation of soot usually occurs in 15 minutes, although do not forget to specify this time in the instructions.

To help the liquid decoke the entire surface, scroll the wheel, change the angle of rotation. But not continuously - they moved it several times, let it rest for a couple of minutes, then repeat the procedure.
To prevent breakdown of the ignition coil while cranking the engine, you should remove the central high-voltage wire and fix it somewhere in a safe place, while not forgetting to maintain a distance of at least 5 cm to the ground and the metal tip of the wire. The next step is to scroll the engine with the starter with the transmission off. 10 seconds is enough. This stage is necessary, because this is the only way to throw the remaining decarbonizer out of the cylinder. If this is not done, then after starting the engine, water hammer may occur, which is fraught with failure of the entire power unit. Decarbonization is completed, now it remains to return everything to its regular places and start the car. Do not be afraid if the engine does not immediately respond, help it with gas. Also, you should not be embarrassed by strong smoke from the exhaust pipe. Start the car and let it idle for another 15 minutes.
Step by step replacement - help for an amateur
Decarbonizing helps only in the case of soot, but if we are talking about wear, then only a replacement will save. It can be done by hand. We will need a special puller, a mandrel for pressing, a metal rod, we still cannot do without tweezers and a cracker. When purchasing new caps and rings, give preference to quality - look for original parts. Remember, if you get a fake, then you can enjoy the correct operation of the engine for only a few thousand kilometers. In addition, the coating of the upper rings is sometimes matched to the material of the engine. And the compression and oil scraper elements must match the material of the cylinder liner. If the replacement is made by cheaper analogues, then the result may turn out to be negative.
The next step in replacing oil scraper rings and caps will be the dismantling of components and mechanisms in order to provide access to parts. Remove the air filter first, then the fuel pump. Don't forget about the ignition distributor. To dismantle the drive housing for auxiliary units, it is necessary to disconnect the bolted connection, then remove the negative terminal from the battery, and the toothed pulley from the camshaft. Next, to get to the head cover, remove the mass drive. Lastly, the nuts securing the front and rear camshaft bearing housings are unscrewed.

The position of the camshaft key cannot be ignored, if it is not tight enough, then it must also be dismantled, otherwise it can be lost. Now access to the camshaft itself has become free, we take it out and the oil seal. Now we turn the part so that the piston is at TDC, and, having removed the candle, we insert a metal rod into the hole formed, otherwise the valve will fail. Then we compress the valve springs with a special tool and take out two crackers with tweezers. We press out the rings using the tool.
Now installation. We remove the springs from new parts so as not to damage them. Before installation, do not forget to lubricate the elements with engine oil. We press the part and put the springs in place. Installation of oil scraper rings should be carried out strictly in reverse order. When installing the middle ones, it is very important not to confuse the sides, otherwise the oil consumption will increase significantly.
Piston rings for internal combustion engines must meet all requirements for a dynamic linear seal. They must not only withstand thermal and chemical loads, but also perform a number of functions. In addition, they must have the following properties:
Functions of piston rings
- Prevention (due to sealing) of gas breakthrough from the combustion chamber into the crankcase, in order to avoid a decrease in gas pressure and, consequently, engine power
- Sealing, i.e. preventing lubricating oil from entering the crank chamber (crankcase) into the combustion chamber
- Ensuring that an oil film of precisely defined thickness is present on the cylinder wall
- Distribution of lubricating oil along the cylinder wall
- Stabilization of piston movement (piston oscillation) - especially on a cold engine and a large gap between the piston and cylinder
- Heat transfer (heat removal) from piston to cylinder
Piston ring properties
- Low friction to avoid significant loss of engine power
- High wear resistance and resistance to thermomechanical fatigue, chemical stress and hot corrosion
- The piston ring must not cause excessive cylinder wear, otherwise the life of the engine will be significantly reduced.
- Long service life, operational reliability and cost-effectiveness over the entire operating life
2. Main functions of piston rings
2.1. Sealing against exhaust gas breakthrough
The main function of compression piston rings is to prevent the breakthrough of gases between the piston and the cylinder walls into the crankcase. In most engines, this is achieved by using two compression piston rings to form a labyrinth for the gases.
Due to design features, piston rings for internal combustion engines do not provide 100% sealing, so a small amount of gases always enter the crankcase. This is a normal phenomenon, it is impossible to completely eliminate the breakthrough of gases due to the design features of the rings.
However, in any case, excessive hot exhaust gases must be avoided between the piston and the cylinder wall. Otherwise, this would entail a decrease in power, increased heating of the components and the termination of lubrication. All this would adversely affect the life and operation of the engine. The various sealing and other functions of the rings, as well as the resulting blow-by gases, will be discussed in more detail below.

Sealing against the breakthrough of exhaust gases.
2.2. Removal and distribution of oil
Piston rings not only provide tightness between the combustion chamber and the crankcase cavity, but also regulate the thickness of the oil film. The rings evenly distribute the oil along the cylinder wall. The removal of excess oil is carried out mainly by the oil scraper piston ring (3rd ring), as well as the combined compression / scraper ring (2nd ring).

Removal and distribution of oil
2.3. Heat dissipation
Another important function of piston rings is to regulate the temperature of the piston. The main part (about 70%) of the heat absorbed by the piston during the combustion of fuel is removed through the piston rings to the cylinder. The compression piston rings play a decisive role in this.
Lack of constant heat dissipation by the piston rings would result in piston scuffing or even melting of the piston in just a few minutes. In this regard, it is obvious that the piston rings must always have optimal contact with the cylinder wall. Out-of-roundness of the cylinder or blocking of the piston rings in the annular grooves (carbon build-up, dirt, deformation) over time lead to piston damage caused by overheating due to insufficient heat dissipation.

Heat dissipation
3. Piston ring types
3.1. Compression piston rings
Cylindrical compression piston rings



Cylindrical compression piston rings are rings having a rectangular cross section. In such rings, the side surfaces are parallel to each other. This type of compression piston rings is the simplest and most common. Currently, rings of this type are mainly used as the first compression ring in all gasoline, and sometimes in diesel engines of passenger cars. The presence of internal chamfers and corners causes twisting of the rings in the installed (stressed) state. A chamfer or inside corner along the top edge causes "positive ring twist". For a more detailed description of the effects of ring twisting, see 6. Ring Twisting.
Conical rings - compression piston rings with oil scraper function



COMMENT
Conical rings are used on engines of any type (gasoline and diesel, for cars and trucks) and are usually installed in the second annular groove.
These rings serve a dual purpose. They help the compression ring in resisting gas breakthrough, and the oil scraper ring in regulating the thickness of the oil film.
The working surface of the conical rings (Fig. 2) has a conical shape. Depending on the design, the angular deviation of the working surface in comparison with a rectangular ring is from 45 to 60 arc minutes. Due to this shape, the new conical ring contacts the surface of the cylinder only along the lower edge. For this reason, a high mechanical pressure on the surface occurs in this area and the desired material removal occurs. As a result of this planned wear that occurs during the running-in period, even after a short period of operation, a perfectly rounded edge is formed, which ensures optimum sealing. Over a period of operation of several hundred thousand km, the working surface of the ring loses its conical shape, and the conical ring begins to function as a rectangular ring. Now with the properties of a rectangular ring, the former tapered ring still provides a reliable seal. Due to the fact that gases also exert pressure on the ring from the front (due to the penetration of gases into the gap between the cylinder and the working surface of the piston ring), the increase in the effect of gas pressure is somewhat reduced. As a result, during the running-in of the ring, the contact pressure and the degree of wear are slightly reduced.
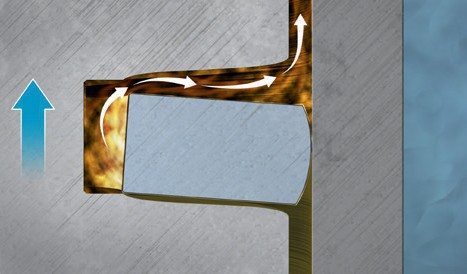
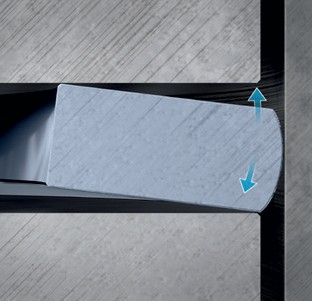
Conical rings perform not only the function of compression piston rings, but also have good oil scraping properties. This is facilitated by the upper edge of the ring displaced inward. As the piston moves upward, from bottom dead center to top dead center, the ring slides over the oil film. Under the action of hydrodynamic forces (formation of an oil wedge), the ring slightly moves away from the surface of the cylinder. When the piston moves in the opposite direction, the edge of the ring penetrates deeper into the oil film and thus removes the oil layer, diverting it towards the crankcase. On gasoline engines, the conical rings are also installed in the first annular groove. A chamfer or inside corner, relative to the lower edge, causes a negative ring twist (see 6. "Ring twist").

Gas pressure on the conical ring
Scraper rings
At the scraper ring, which provides both a seal against gas breakthrough and oil removal, the lower edge of the working surface has a rectangular or rounded groove. A certain amount of oil accumulates in this groove, which then flows back into the oil pan.
Previously, scraper rings were rectangular and were installed as a second compression piston ring on many engine models.
Currently, instead of scraper rings of rectangular cross section, conical scraper rings are predominantly used. Scraper rings are also installed on pistons for air brake compressors, mainly as the first compression piston ring.

The conical scraper ring is an improved type of rectangular scraper ring. Due to the conical working surface, the process of oil removal is improved. In the case of reciprocating compressors, conical scraper rings are installed not only in the second, but also in the first annular groove.

On some conical wiper rings, the rounded groove does not reach the butt end, thus improving the blow-by sealing function. Thus, in comparison with traditional conical wiper rings, such rings provide a reduction in the breakthrough of gases into the crankcase (see also 6. "Thermal gap").
Trapezoidal rings
For rings of a symmetrical trapezoidal section, both side surfaces are not parallel to each other, but at an angle, as a result of which the cross section takes the form of a trapezoid. The tilt angle is typically 6°, 15° or 20°.

For rings of asymmetric trapezoidal section, the lower side surface does not have an angle of inclination and is located perpendicular to the working surface.
Rings of trapezoidal or asymmetric trapezoidal section are used to prevent carbon formation and, therefore, jamming of the rings in the annular grooves. If there is a very high temperature inside the piston groove, carbon deposits are likely to form due to the effect of this temperature on the oil present in the groove. At the same time, in diesel engines, the formation of not only oil soot, but also soot is possible. The presence of soot accelerates the accumulation of deposits in the annular groove. If, as a result of the accumulation of deposits, the piston rings were stuck in the grooves, the hot exhaust gases would freely penetrate the gap between the piston and the cylinder wall and cause the piston to overheat. This would melt the piston head and severely damage it.
Due to the effect of elevated temperatures and the formation of soot, trapezoidal rings are installed mainly on diesel engines, in the uppermost annular groove, and sometimes in the second annular groove.
ATTENTION!
Rings (symmetrical and asymmetrical) of trapezoidal section cannot be installed in ordinary rectangular grooves. The annular grooves of the piston in which the trapezoid rings are to be installed must always be of the appropriate shape.


Cleaning function: due to the peculiarities of the shape of the rings of trapezoidal section and their movement in the annular groove due to the swing of the piston, mechanical grinding of carbon deposits occurs.
3.2. Oil scraper piston rings
Purpose
The design of oil scraper piston rings allows oil to be distributed along the cylinder wall and to remove excess oil from it. To improve the sealing and oil removal functions, oil scraper piston rings are usually equipped with two oil scraper belts. Each of these working belts removes excess oil from the cylinder wall. Thus, both at the lower edge of the oil scraper piston ring and between the working belts, a certain amount of oil accumulates, which must be removed from the ring area. Since the movement of the piston oscillates inside the cylinder, the sealing function is performed the better, the closer to each other the working belts of the ring are located.

First of all, the oil removed by the upper working belt and accumulating between both belts must be removed from this area, otherwise it may penetrate into the area above the oil scraper piston ring, which will require its removal by the second compression ring. For this purpose, box-shaped oil scraper rings and 2-piece oil scraper rings have longitudinal slots or holes between the working belts. Through these holes in the ring itself, the oil removed by the upper working belt is discharged to the reverse side of the ring.
COMMENT
In two-stroke engines, the piston is lubricated by the oil contained in the fuel mixture. Therefore, for design reasons, the use of an oil scraper piston ring can be omitted.
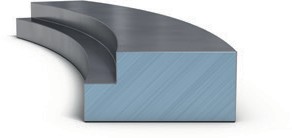
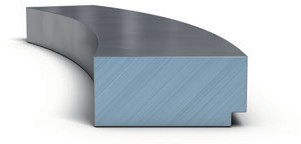
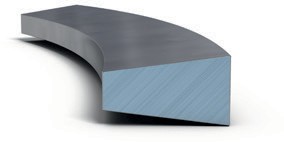
From there, further removal of the removed oil can be carried out in different ways. One of these methods involves draining oil through holes in the piston groove to the inside surface of the piston so that it can drain back into the oil pan. In the presence of so-called surface grooves (cover slots) (Fig. 1), the removed oil is discharged back to the outer surface of the piston through a recess located around the boss. A combined variant is also used, when the oil is removed immediately by both methods.
Both of these methods of oil evacuation have proven themselves and are successfully used, depending on the shape of the piston, the combustion process or the purpose of the application. Theoretically, it is difficult to give a general answer which of these methods is better. For this reason, the choice of the optimal method for a particular piston depends on the results of various practical tests.
Box-shaped oil scraper piston rings

In modern engine building, box-shaped oil scraper piston rings are no longer used. Their elasticity is provided only by their own cross section. Therefore, such rings are relatively stiffer, have less mobility and less tightly fit to the cylinder wall, as a result of which their sealing ability is worse than that of multi-piece oil scraper piston rings.
Slotted box oil scraper rings are made of gray cast iron.
Construction types

This is the simplest version with rectangular oil scraper belts and slots for oil drainage.
![]()
Unlike the slotted oil scraper ring, this ring has chamfered edges on the working belts, which improves surface pressure.

The working belts of this ring are chamfered only from the edges in the direction of the combustion chamber. This improves the oil removal process when the piston moves down.
Such oil scraper piston rings consist of the ring itself (annular part) and a coil spring located behind it. The cross section of the ring is much smaller than that of a box-shaped oil scraper piston ring. This gives the ring relative flexibility and allows it to optimally fit against the cylinder wall. The groove for the spring expander, located on the inside of the ring, is either semicircular or V-shaped.
Elasticity as such is provided by a helical pressure spring made of heat-resistant spring steel. It is located inside the ring and presses it against the cylinder wall. During operation, the spring fits snugly against the back of the ring, forming a single whole with it. Although the spring in the ring does not rotate, the entire ring as a whole - just like other rings - rotates freely in the annular groove. With 2-piece oil scraper rings, the radial pressure is always distributed symmetrically, since the contact pressure has the same value around the entire circumference of the coil spring.
Grinding the springs on the outer diameter, tighter coils in the area of the piston ring lock and protection with a Teflon sheath increase the life of the springs. These measures reduce frictional wear between ring and coil spring. The two-piece oil scraper rings themselves are made of gray cast iron or steel.


Slotted oil scraper ring with spring expander
The simplest type of design that provides more efficient sealing than a conventional slotted box-type oil wiper.

Oil scraper ring with parallel chamfers and spring expander
The ring has the same running surface shape as a conventional box-shaped parallel chamfered oil ring, but provides a more efficient seal.
![]()
The ring has the same running surface shape as a conventional converging box oil wiper ring, but provides a more effective seal. Oil scraper piston rings of this type are widely used. They can be used on any engine models.
![]()
This ring has the same properties as a traditional box-shaped oil ring with converging chamfers and a spring expander, however, it has increased wear resistance and, therefore, a longer service life. Therefore, it is optimally suited for diesel engines.
![]()
This ring is made of profiled sheet steel and coated on all sides with a wear-protective layer. It is very flexible and breaks less frequently than the gray cast iron rings mentioned above. Oil is drained from the cavity between the working belts through round stamped holes. Oil scraper piston rings of this type are mainly used on diesel engines.
3-piece oil scraper piston rings
These oil scraper rings consist of 3 parts: two thin steel plates (rings) and a spacer expander spring that presses the rings against the cylinder walls. Oil scraper piston rings with steel lamellas are either chrome-plated or nitrided on all sides.
The latter are distinguished by increased wear resistance both in the area of the working surface and at the point of contact between the expander spring and the plates (secondary wear).
The 3-piece oil scraper rings are optimally attached to the cylinder walls and are mainly used in petrol engines of passenger cars.

3.3. Typical piston ring arrangement
The complex requirements for piston rings cannot be met by using only one piston ring. This can only be done with several different types of piston rings. In modern automotive engine building, a well-established solution is a combination of a compression piston ring, a combined compression and oil scraper piston ring and a separate oil scraper piston ring. Pistons with more than three rings are relatively rare today.

- Compression piston ring
- Combined compression and oil scraper piston ring
3.4. The most suitable piston ring
There is no best piston ring, no best piston ring combination. Each piston ring is a "specialist" in its field. Ultimately, any design and combination of rings is a compromise to meet completely different and somewhat opposite requirements. A change to even one piston ring can upset the balance of the entire set of rings.
The final selection of piston rings for a new engine design is always based both on the results of intensive tests on the test bench and on the basis of normal operating conditions.
The table below does not claim to be exhaustive, but shows in general how the various characteristics of the rings are reflected in their various functions.

4. Piston ring terms


- Clearance in the lock of the loose piston ring
- Butt ends
- The back of the ring (opposite the butt ends)
- Working surface of the ring
- Lateral surface of the ring
- The inner surface of the ring
- Thermal gap (cold gap)
- Cylinder diameter
- Radial wall thickness
- Axial clearance
- Piston ring height
- Cylinder diameter
- Groove inner diameter
- Groove height
- Radial Clearance
5. Design and shape of piston rings
5.1. Piston ring materials
Materials for the manufacture of piston rings are selected taking into account the anti-friction properties and the conditions under which the piston rings must work. High elasticity and corrosion resistance are just as important as high resistance to damage under extreme operating conditions. Gray cast iron is still the main material from which piston rings are made. From a tribological point of view, gray cast iron and the graphite inclusions it contains provide optimum properties in emergency operation (dry lubrication with graphite).
These properties are especially important when engine oil lubrication stops and the oil film has already been destroyed. In addition, the graphite veins in the ring structure serve as oil reservoirs and resist oil film breakdown under adverse operating conditions.

Used materials based on gray cast iron
- Lamellar Graphite Cast Iron (Lamellar Graphite Cast Iron), Alloyed and Unalloyed
- Cast iron with graphite globular structure (nodular cast iron), alloyed and unalloyed
Chrome steel with martensitic microstructure and spring steel are used as steel materials. To increase wear resistance, the surface of the materials is hardened. This is usually done by nitriding.*
*In the technical literature, the term nitriding refers to the process of nitrogen enrichment (nitrogen supply) in order to harden the steel surface. Nitriding is usually carried out at a temperature of 500 to 520 °C; processing time is from 1 to 100 hours. As a result of nitrogen diffusion, a very hard surface binding layer of iron nitride is formed on the surface of the workpiece. Depending on the processing time, it can reach a thickness of 10-30 microns. The most common methods are salt bath nitriding (eg crankshafts), gas nitriding (piston rings) and plasma nitriding.
5.2. Materials for covering the working surface

With full edge coverage

Coated center edge

With partial coating of the working edge
Coatings can be applied to the running belts or running surfaces of the piston rings to improve tribological properties. The priority is given to increasing wear resistance, as well as providing lubrication and sealing under extreme conditions. The coating material must be compatible with both the piston ring and cylinder wall materials and the lubricating medium. The application of coatings on the working surfaces of piston rings is widely used. Piston rings in production engines are often coated with chromium, molybdenum and ferroxide.
Tribology (Greek: the doctrine of friction) studies the order of interaction of the surfaces of bodies moving relative to each other. This science deals with the description of friction, wear and lubrication.
5.2.1. Molybdenum coatings
To avoid burn marks, the working surface of compression (not oil scraper) piston rings can be filled with molybdenum or completely covered with it. For this, both flame and plasma spraying methods are used. Due to the high melting point of molybdenum (2620 °C), extremely high temperature resistance is ensured. In addition, the coating technology leads to the formation of a porous structure of the material. The microvoids that are formed on the working surface of the ring (Fig. 2) can accumulate engine oil. This ensures the presence of engine oil to lubricate the working surface of the ring even under extreme operating conditions.

Properties
- High temperature resistance
- Optimal properties for emergency operation
- Softer than chrome
- Wear resistance is lower than chrome-plated rings (increased susceptibility to contamination)
- Increased susceptibility to piston ring vibrations (due to this, molybdenum may crumble under extreme loads, for example, during knocking combustion and other combustion disturbances)
5.2.2. Electroplating
Chrome plating
Most chrome plating is electroplated.

Properties
- Long service life (wear resistance)
- Hard, stable surface
- Reduced cylinder wear (approximately 50% compared to uncoated piston rings)
- Fallback properties are worse than molybdenum coatings
- Due to the high wear resistance, the run-in lasts longer than with non-reinforced piston rings, steel-laminated wiper rings or U-Flex wiper rings.
CK (Chrome Ceramic) and DC (Diamond coated) coatings
These coatings consist of an electroplated layer of chromium with a network of microcracks into which hard materials are firmly embedded. Ceramics (CK) or microdiamonds (DC) are used as fillers.

Properties
- Minimum friction loss due to extremely smooth surface
- Maximum wear resistance and long service life due to filling with hard materials
- High resistance to burn marks
- Insignificant self-wear of the layer applied to the piston ring, while maintaining insignificant cylinder wear
PVD coatings
PVD, short for Physical Vapor Deposition, is a vacuum coating technology in which layers of high-strength materials (CrN, chromium(III) nitride) are deposited directly onto the surface of piston rings.

Properties
- Due to the extremely smooth surface, friction losses are minimized.
- Due to the very thin and dense structure of the layer of high hardness, a very high wear resistance is ensured.
- Due to the high wear resistance, the contour of the ring is maintained over a longer service life. This makes it possible, for example, to further reduce the elasticity of the PVD-coated oil scraper ring, which offers significant advantages in terms of friction losses.
5.3. Peeling of coatings
In some cases, delamination of the layers of molybdenum and ferroxide deposited on the working surfaces occurs. This is mainly due to errors in the installation of the piston rings (too much stretching when installed on the piston or deformation of the rings, as shown in Fig. 1). If the ring is not properly installed on the piston, the coating will peel off only in the area of the back of the ring (Fig. 2). Flaking of the coating at the butt ends indicates vibration of the piston ring as a result of abnormal combustion (for example, during detonation combustion).

Rice. one.

Rice. 2.
5.4. Processing of working surfaces (turning, lapping, grinding)
The working surfaces of non-reinforced cast iron piston rings are processed, as a rule, only by fine turning. Due to the quick running-in of non-reinforced rings, their working surfaces are not subjected to lapping or grinding. Coated or hardened ring surfaces are either ground or lapped. This is due to their high wear resistance, which would take too long for the ring faces to round out and begin to seal properly. Possible consequences would be loss of power and high oil consumption.

5.5. Convex work surface
Another reason for lapping or grinding is related to the shape of the work surface. For (non-reinforced) rectangular piston rings, the running surface becomes convex after some time (Fig. 1) due to their reciprocating and grooved motion (ring twisting). This has a positive effect on the creation of an oil film and the service life of the rings.

Rice. one.
The sliding surfaces of coated piston rings are given a slightly convex shape during the manufacturing process. Due to this, they do not require additional running-in to the desired shape. This prevents increased wear during the running-in period and therefore increased oil consumption. Due to the point contact of the working surface of the ring, an increased specific pressure against the cylinder wall is achieved, thereby improving the seal against gas breakthrough and oil ingress. In addition, the risk of edge contact due to the still sharp edges of the rings is reduced. The edges of the chrome-plated rings are always smoothed to prevent the oil film from being pressed through during the running-in. With a sub-optimal ring design, the hard chrome plating could lead to significant wear and damage to the cylinder wall, which is made of a much softer material.
The working surfaces of the rings of a symmetrical convex shape (Fig. 2), formed as a result of running in or made at the manufacturing stage, have optimal anti-friction properties and create an oil film of a given thickness. Due to the symmetrical convexity, the oil film thickness remains the same during the reciprocating movement of the piston. The forces acting on the ring and ensuring its sliding on the oil film are the same when the piston moves in both directions.

Rice. 2.
If the bulge is created during the manufacturing process, it is possible to give it an asymmetric shape to improve oil consumption control. In this case, the highest point of the bulge will not be located in the middle of the working surface, but a little lower (Fig. 3).

Rice. 3.
Asymmetric separation of the working surface allows the formation of different sliding surfaces of the ring during its reciprocating motion. When moving up, the ring, due to the increased working surface area in the upper part, is pushed out more by the oil (“the ring floats”), as a result of which less oil is removed from the cylinder wall. When moving downwards, the reduced area at the bottom helps the ring float less and thus remove more oil (Figures 4 and 5). Thus, rings with asymmetric convex shaped running surfaces also make it possible to control oil consumption, especially under adverse operating conditions in diesel engines. Such conditions arise, for example, as a result of prolonged idling after full load operation, when the next time you press the accelerator pedal, oil is often blown into the exhaust system and blue smoke is generated.

Rice. four.

Rice. 5.
5.6. Surface treatment

Depending on the version, the surfaces of the piston rings can either be left unfinished or phosphated or copper-plated. This only affects the anti-corrosion properties of the rings. New unfinished rings, although they have a beautiful luster, are absolutely not protected from rust formation. Phosphated rings have a matt black surface and are protected against rust by a layer of phosphate applied to them.
Copper-plated rings are also well protected from rust and have some protection against the formation of burn marks during the burn-in period. Copper has a certain dry lubricating effect, improving emergency running properties during the run-in period.
The surface treatment of the rings, however, has no effect on their functionality. Therefore, the color of the piston ring is not an indicator of its quality.
6. Purpose and properties
6.1. Tangential stress
The diameter of the free piston rings is larger than the diameter of the rings installed in the cylinder. This is necessary so that after the installation of the ring, the required clamping pressure is exerted around the entire circumference of the cylinder.
In practice, it is difficult to measure the clamping pressure in the cylinder. Therefore, the diametrical force pressing the ring against the cylinder wall is determined using a formula based on the tangential force. Under the tangential force understand the force required to compress the butt ends to form a thermal gap
(Fig. 1). The tangential force is measured using a flexible steel tape that is wrapped around the ring. This tape is tightened until the specified thermal clearance of the piston ring is reached. After that, the value of the tangential force is read using a dynamometer. If we are talking about oil scraper piston rings, then the measurement is always performed with the expander spring installed. To ensure measurement accuracy, the measuring device is subjected to vibration, which allows the expander spring to assume its natural position behind the ring. If measurements are taken on 3-piece rings with spring and steel plates, then due to their design, additional axial fixation of the entire ring is required, otherwise the steel plates will move to the side and measurement will become impossible. On Fig. 1 schematically shows the process of measuring the tangential force.
COMMENT
As a result of radial wear caused by semi-dry friction or long-term operation, the piston rings lose tangential stress. Therefore, it makes sense to measure this stress only for new rings with a still full cross section.

Rice. one.
6.2. Radial pressure distribution
The radial pressure depends on the modulus of elasticity of the material, the gap in the lock of the unstressed piston ring and, last but not least, on the cross section of the ring. There are two main types of radial pressure distribution. The simplest form is the symmetrical radial pressure distribution (Fig. 2). It occurs primarily in composite oil scraper piston rings, consisting of an elastic ring itself or steel plates with relatively low internal stress. An expander spring installed inside presses the ring or, respectively, the steel plates against the cylinder wall. As a result of the fact that the expander spring in a compressed state (after installation) is pressed against the back side of the ring or steel plates, the radial pressure is distributed symmetrically.

Rice. 2.
The compression piston rings of four-stroke internal combustion engines do not use a symmetrical distribution of radial pressure, but pear-shaped (positive-oval), which prevents vibration of the butt ends of the rings at high speeds (Fig. 3). Vibration always starts at the butt ends and is transmitted from them to the ring along its entire circumference. Under the action of increased clamping force, the butt ends of the piston ring are pressed against the cylinder wall more strongly, due to which ring vibration is effectively reduced or stopped.

Rice. 3.
6.3. Increasing down pressure due to combustion pressure
Much more important than the internal tension of the rings is the increase in down pressure resulting from the combustion of the mixture during engine operation.
Up to 90% of the total contact force of the first compression piston ring is generated by the combustion pressure during the power stroke. As shown in Fig. 1, the compression piston ring is subjected to this pressure from the rear side and pressed harder against the cylinder wall. The increased clamping force acts mainly on the first compression ring and to a lesser extent on the second compression ring.
The gas pressure on the second piston ring can be adjusted by changing the thermal clearance of the first compression piston ring.

Rice. one. Increasing down pressure
With a small increase in this gap, the combustion pressure acting on the reverse side of the second compression piston ring increases, which also leads to increased pressure. With an increase in the number of compression piston rings, a further increase in the clamping pressure under the action of pressure from the gases formed during combustion, starting from the second ring, does not occur.
Oil scraper piston rings work only due to their internal stress. Due to the special shape of these rings, the gas pressure does not cause an increase in clamping force. In addition, the distribution of force on the piston ring depends on the shape of the working surface of the piston ring. With tapered rings and ground convex piston rings, the gas pressure also acts in the gap between the piston ring contact surface and the cylinder wall, counteracting the gas pressure behind the piston ring (see chapter 1.3.1 "Compression piston rings").
The axial force that presses the compression piston ring against the lower side surface of the groove arises only due to the pressure of the gases. The internal stress of the rings in the axial direction does not act.
COMMENT
During operation at idle, due to a decrease in the degree of filling of the cylinders, a decrease in the pressing force of the rings is observed. This is especially noticeable in diesel engines. Engines that idle for a long time have increased oil consumption, as the oil removal process deteriorates due to the decrease in gas pressure. Often, after idling for a long time and then depressing the accelerator pedal, engines emit puffs of blue smoke from the exhaust pipe. This is due to the accumulation of oil in the cylinders and in the exhaust system and its combustion after pressing the accelerator pedal.
6.4. Specific contact pressure


Rice. 2 and Fig. 3. Ring elasticity and specific clamping force
The specific clamping pressure depends on the elasticity of the ring and the area of its contact with the cylinder wall.
Doubling the value of the specific clamping force is possible in two ways: either by doubling the value of the elasticity of the ring, or by halving the area of \u200b\u200bfitting the ring in the cylinder. On Fig. 2 and Fig. 3 it can be seen that the resulting force (specific pressing force = force × area) acting on the cylinder wall always remains unchanged, despite the fact that the elasticity of the ring is doubled or doubled, respectively.
ATTENTION!
When evaluating the contact pressure and sealing properties, it is not enough to take into account only the elasticity of the ring. When comparing piston rings, it is always necessary to pay attention also to the area of the working surface.
Flatter rings are increasingly being installed on new engines to reduce internal friction in the engine. This is possible, however, only by reducing the effective contact area of the ring with the cylinder wall. When the ring height is halved, the elasticity of the piston ring and, consequently, the friction are also halved.
Because the remaining force acts on the reduced area, the specific down pressure on the cylinder wall (force × area) at twice the area and resilience is the same as when the area and resilience are doubled.
6.5. Thermal gap
The thermal clearance (Fig. 1) is an important design feature required to ensure proper piston ring performance. It can be compared to the gap in the drive of intake and exhaust valves. When the components are heated, due to natural thermal expansion, their length or diameter increases, respectively. Depending on the difference between operating temperature and ambient temperature, a certain cold clearance is required to ensure proper operation at operating temperature.

Rice. one. Thermal gap in mounted state
The main condition for the correct operation of the piston rings is their free rotation in the grooves.
Piston rings wedged in grooves provide neither sealing nor heat dissipation. The thermal gap, which must still be present at operating temperature, ensures that the circumference of the thermally expanded piston ring is always smaller than the cylinder circumference. If, as a result of the thermal expansion of the piston ring, the thermal gap completely disappears, then its butt ends will begin to press against each other. With a further increase in such pressure, deformation of the piston ring will occur, caused by an increase in the length of its circumference as a result of heating. Since the piston ring cannot expand radially due to thermal expansion, an increase in its circumference can only be compensated in the axial direction. On Fig. 2 shows how the ring deforms when there is insufficient space in the cylinder.

Rice. 2.
The following calculations, using the example of a piston ring with a diameter of 100 mm, show how the circumference of its circumference changes at operating temperature.

In this example, a thermal gap of at least 0.6 mm is required to ensure proper operation of the ring. However, as a result of heating at operating temperature, not only does the piston and piston rings expand, but the inner diameter of the cylinder also increases.
For this reason, the thermal gap may be slightly smaller than calculated. However, under the action of heat, the diameter of the cylinder increases to a much lesser extent than the piston ring. This is because, firstly, the structure of the cylinder block is stiffer than that of the piston. Secondly, the surface of the cylinder does not heat up as much as a piston with piston rings.
In addition, the inner diameter of the cylinder increases unevenly over the entire working surface of the cylinder. Under the action of the heat of combustion, the upper part of the cylinder expands more than the lower part. As a result of uneven thermal expansion of the cylinder, a deviation from the cylindrical shape occurs, which slightly takes the form of a funnel (Fig. 3).
Rice. 3. Funnel-shaped cylinder at operating temperature
6.6. Sealing surfaces of piston rings
Piston rings provide sealing not only from the side of the working surface, but also in the area of the lower side surface. The working surface of the ring is responsible for the seal between the ring and the cylinder wall, and the lower side surface of the groove serves to seal the back side of the ring. Therefore, a tight fit of the ring is required not only to the cylinder wall, but also to the lower side surface of the piston groove (Fig. 1). In the absence of a tight fit, oil or exhaust gases can enter through the back of the ring.
The illustrations show clearly that, as a result of wear (due to dirt or long-term operation), the sealing of the back of the ring is no longer ensured and more gases and oil enter through the piston groove. Therefore, installing new rings in worn grooves does not make sense. Irregularities on the side surface of the groove prevent a snug fit of the ring, and the increased groove height allows the ring to move within large limits. Due to the increase in height clearance, the correct position of the ring in the groove is disturbed, as a result of which the ring is much easier to separate from the lower side of the groove, oil is pumped out (Fig. 2 and Fig. 3), vibration of the ring occurs and sealing deteriorates. In addition, the working surface of the ring acquires an excessively convex shape. This leads to an increase in the thickness of the oil film and an increase in oil consumption.

Rice. one. Sealing due to the lower side surface of the groove

Rice. 2.
Rice. 3.
6.7. Throttling gap and gas breakthrough
Since the design of piston rings used in engine construction does not provide 100% sealing, a breakthrough of the so-called crankcase gases occurs.
Exhaust gases through the smallest gaps in the area of the pistons and piston rings penetrate into the engine crankcase. In this case, the amount of penetrating gases is determined by the dimensions of the throttling window (x and y in Fig. 4), which follow from the values of the thermal gap and half of the piston working gap. In reality, the throttling window, in contrast to the one shown in the figure, is negligible.

Rice. four. Throttling window
As a guide, the maximum value of the amount of blowing gases is taken equal to 0.5% of the amount of air consumed by the engine. The amount of gases escaping into the crankcase during engine operation depends on the position of the piston rings. If the thermal gaps of the first and second compression piston rings are located in the annular grooves one above the other, then the gas breakthrough is slightly increased.
During the operation of the engine, this situation is repeated regularly, since the rings make several revolutions per minute in the grooves. If the thermal gaps of the rings are on opposite sides of the piston, then due to the increase in the path through the sealing labyrinth, the breakthrough of gases is slightly reduced. Exhaust gases penetrating the crankcase are diverted by the crankcase ventilation system back into the intake tract and then enter the combustion chambers. The need for such a solution is due to the fact that these gases are harmful to health. As a result of repeated combustion in the engine, they are rendered harmless. Ventilation is also necessary to reduce the pressure in the crankcase, otherwise the excess pressure in its cavity would lead to an increase in oil leakage through the engine crankshaft seals.
Increased gas breakthrough is associated either with significant wear of the piston rings as a result of their long-term operation, or with the presence of cracks in the piston crown through which exhaust gases enter the crankcase. In addition, the violation of the geometry of the cylinders also leads to an increase in the breakthrough of gases into the crankcase.
On stationary engines or engines installed on a test rig, gas breakthrough is constantly measured, monitored and used as a warning indicator of engine damage. If the measured amount of escaping gases exceeds the maximum allowable value, the engine is automatically switched off. This avoids serious and costly engine damage.

Rice. one.
Ring height gap (Fig. 1) is not the result of ring groove wear. This is an important functional parameter that ensures the correct functioning of the piston rings. Due to the presence of a gap at the height of the ring, its free rotation in the annular groove is possible.
The clearance must be sufficient so that the ring does not jam at operating temperature and that the combustion pressure acting in the groove on the back of the ring is sufficient.
On the other hand, the height clearance of the ring must not be too large, otherwise the stability of the ring in the axial direction is reduced. As a result, the ring tends to vibrate and over-twist. This leads to unfavorable wear of the piston rings (excessive convexity of the running surface) and increased oil consumption.
6.9. twisting rings
The presence of internal corners or chamfers in piston rings leads to twisting of the rings in a stressed, installed state. Rings in a relaxed state (on a piston not installed in the engine) do not twist (Fig. 2) and lie flat in the annular grooves.
The ring installed in the engine, i.e. the ring in a stressed state, deviates to the weaker side, where, due to the presence of an internal chamfer or internal corner, there is less material. The ring twists.
Depending on the location of the chamfer or corner - at the lower or upper edge - a positive or negative twist of the ring is distinguished (Fig. 3 and 4).

Rice. 2.


Rice. 3.
Rice. four.
Twisting rings in service
Positive and negative twisting of the rings occurs when the ring is not subjected to combustion pressure (Fig. 5). As soon as the combustion pressure begins to act in the annular groove, the piston ring is pressed tightly against its lower side surface, thereby improving the control of oil consumption (Fig. 6).
Rectangular rings (cylindrical rings) and tapered rings with positive twist always have good oil scraping properties. If friction occurs against the cylinder wall during the downward stroke of the piston, such rings may still slightly separate from the lower side of the groove, which will lead to oil penetration into the gap and increase its consumption.
The negative twist ring seals the annular groove on the bottom side surface on the outside and on the top side surface on the inside. This blocks the penetration of oil into the groove. Thus, the negative twist rings contribute to a reduction in oil consumption, especially at partial load and when there is a vacuum in the combustion chamber (overdrive mode). Conical rings with negative twist have an angle of inclination of the working surface that is approximately 2° greater than conventional conical rings. This is necessary due to the fact that due to the negative twist, the angle of inclination is partially reduced.


Rice. 5. No combustion pressure
Rice. 6. Presence of combustion pressure
6.10. The ability of the piston rings to adhere to the cylinder walls
The ability of the piston ring to adhere to the cylinder walls is understood as its adaptation to the shape of the cylinder wall to provide an effective seal. This ability depends on the elasticity of the box ring (for 2-piece oil scraper rings) or the steel plates (for 3-piece oil scraper rings) and the pressing pressure of the ring/ring piece against the cylinder wall.
In this case, the ability of the ring to adhere to the cylinder wall is the better, the more elastic the ring / ring part and the higher the clamping pressure. High rings and rings with a large cross section have high rigidity and also cause an increase in inertial forces during operation due to the greater mass. Therefore, their ability to adhere to the walls of the cylinders is worse than that of flatter rings and rings with a small cross-section and, therefore, with reduced inertial forces.
2-piece or 3-piece oil scraper rings have the best contact with the cylinder walls, since they consist of a very flexible ring piece or very flexible steel plates, without the need for high elasticity.
As already described, the pressing force of the oil scraper piston rings, consisting of 2 or 3 parts, is provided by an appropriate expander spring. Ring piece and steel plates are highly flexible and easy to adapt.
The good ability of the piston rings to adhere to the cylinder walls is especially important when the cylinder bores lose their round shape. This occurs as a result of deformations (thermal and mechanical) or errors during repair processing and installation.

Rice. one.
6.11. Piston ring movements
Ring rotation
In order to ensure successful running-in and further optimal sealing, the piston rings must rotate freely in the annular grooves. The rotation of the rings occurs both due to honing (cross-grinding) and as a result of the oscillation of the pistons at the top and bottom dead centers. At small honing angles, the rings rotate more slowly; at large angles, their rotation frequency increases. In addition, the rotation of the rings depends on the engine speed. For a general idea: piston rings make an average of 5 to 15 revolutions per minute.
In two-stroke engines, the rings are locked from rotation. This prevents the butt ends from getting into the gas channels. Two-stroke engines are mainly used in two-wheeled vehicles, in garden tools, etc. In this case, it is assumed that the blocking of the rotation of the rings leads to uneven wear, possible carbon formation in the annular grooves and a reduction in service life. In any case, this version is designed for a shorter motor life. Vehicles with a conventional four-stroke engine have much higher mileage requirements.
The displacement of the piston ring locks by 120° relative to each other during installation serves only to improve the starting of the new engine. During subsequent operation, the piston rings can occupy any position in the annular grooves, if their rotation is not deliberately blocked by design changes (two-stroke engines).
Rotation around an axis
Ideally, the rings should rest against the lower flanks of the grooves. This is important for ensuring the sealing function of the rings, since they seal not only in the area of the working surfaces, but also in the area of the lower side surfaces. The lower side surface of the groove seals against the penetration of gases or oil on the reverse side of the ring. The sealing surface of the piston ring seals its front side against the cylinder wall (see chapters from 1.6.6 "Piston ring sealing surfaces").
As a result of the reciprocating movement of the piston and changing the direction of its movement, inertial forces also act on the rings, due to which the rings are separated from the lower side surfaces of the grooves. The inertia-induced separation of the piston rings from the lower flanks of the grooves is held back by the oil film inside the grooves. Problems here arise mainly when the annular grooves, and thus the height gaps of the rings, increase as a result of wear. This leads to the separation of the ring from the contact surface to the piston and to its vibration, which begins at the butt ends. As a result, the piston ring no longer seals and oil consumption increases.
This occurs primarily during the intake stroke, when the downward movement of the piston and the formation of vacuum in the combustion chamber, the ring is separated from the bottom of the groove and the oil that has penetrated to the back of the ring is sucked into the combustion chamber. During the execution of the remaining three strokes, the rings are pressed against the grooves by the lower side surface under the action of pressure in the combustion chamber.
radial movement
In principle, the rings do not perform radial movements on their own, but as a result of the movement of the piston inside the cylinder, in which it comes into contact with one or the other wall of the cylinder (piston relocation). This occurs at both the top and bottom dead center of the piston position. As a result, the rings perform radial movement in the annular grooves. This leads to the reduction of the resulting layer of oil carbon (especially when using trapezoid rings), as well as to the rotation of cross-ground rings.


twisting rings
As a result of the action of inertial forces, twisting of the rings and the presence of gaps in height, the rings perform the movements shown by the arrows in the figures. As described in 5.5 "Convex shape of the running surface", the running surface of the piston rings becomes convex over time.

Piston rings are open rings that are seated with a small gap in the piston grooves. Let's talk about the piston rings of a car engine, what are their main purpose.
What are there?
Compression rings- prevent a rush of gases from the combustion chamber to the crankcase. The outer diameter of the ring in the free state is greater than the inner diameter of the cylinder, so part of the ring is cut out. The cutout in the piston ring is called the lock.Oil scraper rings- prevent the penetration of oil from the crankcase into the combustion chamber, removing excess oil from the cylinder wall. They are installed below the compression level. They, unlike compression rings, have through slots.
Some manufacturers initially design engines with increased oil consumption due to the special design of the piston rings. This is done, firstly, in order to reduce friction losses; secondly, for the sake of less wear of the cylinder-piston group; thirdly, the oil is refreshed within a large service interval.
What are they made of?
One of the materials used for piston rings is cast iron. Its structure allows it to retain oil, reducing wear. A derivative of ductile iron, ductile iron, is also widely used. It has most of the qualities of cast iron and can be resiliently deformed, making it easier to install rings.Piston rings made from stainless steel are an improvement on chrome-plated cast iron rings. In fact, stainless steel is a material that contains a large amount of chromium. And such rings have properties similar to those of chrome-plated rings. Stainless steel also has the ability to withstand high temperatures, superior to chrome cast iron.
To increase the service life of the rings and ensure their fast running-in, molybdenum rings have been created. Its base is molybdenum coated cast iron. Molybdenum has many of the anti-wear properties of chromium, and in some cases may have greater wear resistance. Over time, molybdenum rings have become a staple in engines because they are durable, relatively easy to run in, and more reliable.
Top compression rings
There are many configurations of the top compression ring and the differences are hard to tell. For example, the ring may have an intentional slight twist. In other words, the top and bottom surfaces of the ring do not lie flat in the ring groove, but are slightly inclined, with only the top or bottom edge of the face making contact with the cylinder bore. The rings are designed to accelerate the running-in of piston ring surfaces and cylinder walls and help seal the ring at the top and bottom of the ring groove. The amount of ring twist is very small and is usually done by chamfering the inside edge of the ring.
The rings are designed to accelerate the running-in of piston ring surfaces and cylinder walls and help seal the ring at the top and bottom of the ring groove. The amount of ring twist is very small and is usually done by chamfering the inside edge of the ring.
Second compression and oil scraper rings
The main task of the second compression ring- providing additional sealing after the upper oil scraper ring. Because of this, the second ring usually "follows" only the gases that pass the top ring, and the pressure and temperature are different from the values for the top compression ring. Accordingly, the materials and design of the second ring are less critical.The second ring has an important additional function: it helps the oil scraper ring, acting as a "scraper", preventing excess oil from entering the combustion chamber and causing detonation.
Some second compression rings are purposely bevelled to assist the oil scraper ring, with the bevel being smallest at the top edge of the ring. In doing so, it tends to move on top of the oil as it moves up in the cylinder and will remove oil as it moves down. If oil removal is a problem, then this type of ring will forcibly remove oil, although a second flat face ring along with a "normal" force wiper ring is all that is needed.
 The second gapless compression ring is a new design. The term “no gap” used here is somewhat incorrect, because it is impossible to make a ring completely without a gap - it will be impossible to install it on the piston, and the ring will be unregulated even with the smallest deviations in the shape of the cylinder bore from the circle. Despite this, the ring can be made without a visible gap for gases passing by the ring.
The second gapless compression ring is a new design. The term “no gap” used here is somewhat incorrect, because it is impossible to make a ring completely without a gap - it will be impossible to install it on the piston, and the ring will be unregulated even with the smallest deviations in the shape of the cylinder bore from the circle. Despite this, the ring can be made without a visible gap for gases passing by the ring.
When using these rings, the engine breaks in faster during the break-in process, and it produces slightly more power when tested on the bench.
The need for gapless rings depends on how other rings perform. While the top compression ring provides a good seal, a backlash-free second compression ring is less important. In reality, this is not the case and a second gapless compression ring can be a means of getting more power.
Oil scraper rings are important for the operation of engines, especially when using low-octane gasoline. Engine oil contaminates the combustion chambers and piston heads, which will cause power loss.